

Ведущий поставщик 10Х17Н13М2Т
Когда слышишь про ?ведущего поставщика 10Х17Н13М2Т?, первое, что приходит в голову — это штамповка сертификатов и заезженные фразы про ?соответствие ГОСТ 5632-72?. Но если копнуть глубже, окажется, что большинство даже не отличает термообработанный пруток от просто протравленного. У нас на складе в Новом районе аэропорта Вэньчжоу как-то раз лежала партия, где вязкость после закалки плавала на 20% — пришлось перебирать вручную, отсеивая хрупкие образцы.
Химия без магии
Сплав 10Х17Н13М2Т — не панацея, хотя маркетологи любят его преподносить как ?универсальное решение для агрессивных сред?. На деле же содержание молибдена на нижней границе (2%) иногда подводит в хлорсодержащих средах. Помню, для нефтехимического комбината в Омске поставляли трубы, которые через полгода дали точечную коррозию — пришлось менять на 10Х17Н13М3Т, хотя изначально техзапрос был под наш стандарт.
Азот здесь — палка о двух концах. Да, он стабилизирует аустенит, но при сварке тонкостенных труб (особенно под аргоном) может выгорать неравномерно. Мы в ООО ?Вэньчжоу Руй Хун Интернэшнл Трейд? как-то экспериментировали с разными газами — в итоге для толщин до 3 мм добавили 5% гелия, чтобы избежать пор.
Титан… вот с ним вечная головная боль. Если его введение меньше 5×C, межкристаллитная коррозия гарантирована. Как-то раз получили рекламацию от завода в Татарстане — их технологи перепутали наши сертификаты на бесшовку и сварные трубы. Оказалось, в последних карбиды титана распределились неравномерно из-за скорости охлаждения.
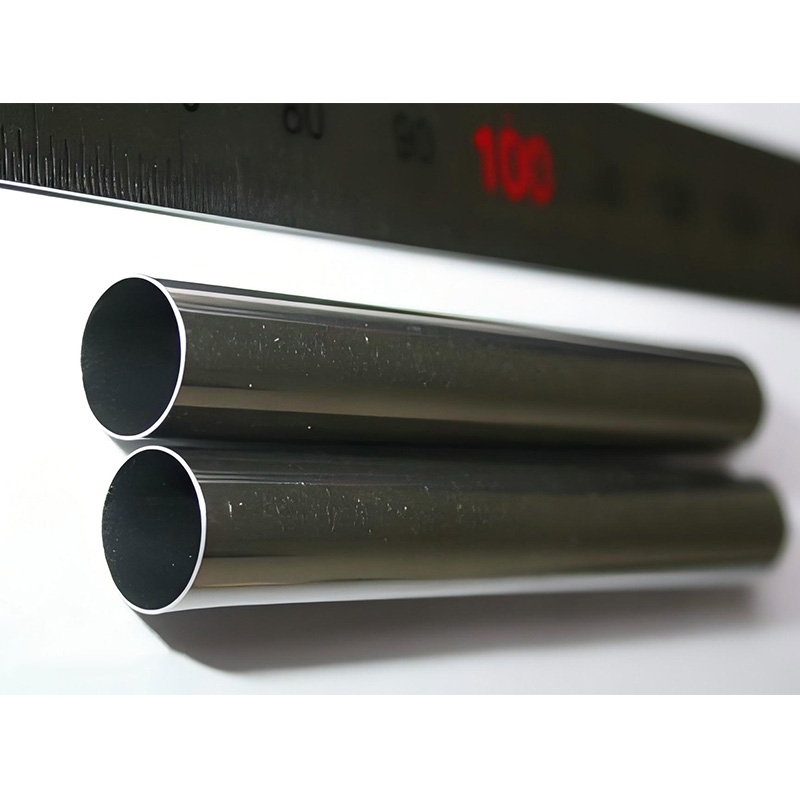
Геометрия против логистики
Бесшовные трубы из 10Х17Н13М2Т диаметром от 57 мм — это отдельный квест. При холодной прокатке на станах в Лунване бывает, что овальность выходит за 1,2% — такие партии отправляем не на экспорт, а на переделку для внутренних заказов. Кстати, наш сайт https://www.ruihongsteel.ru часто обновляет каталог по допускам, но клиенты редко смотрят beyond цены.
Сварные трубы — здесь главный подводный камень — зачистка шва. Если использовать абразивы с железными включениями, позже проступают рыжие подтёки. Пришлось закупить керамические круги специально для ответственных объектов типа пищевых комбинатов.
Арматура… о, это моя любимая головная боль. Как-то поставили партию отводов для атомной станции — при гидроиспытаниях лопнули два из сотни. Расследование показало, что виноват не сплав, а дефект гибочного штампа. С техпотом пришлось вносить правки в технологическую карту — добавили контроль на микротрещины утюжком.
Металлография как детектив
В 2019 году мы начали сотрудничать с верфью в Находке — поставляли листы для элементов охладителей. Их лаборатория требовала структуру аустенита не ниже 6 баллов по шкале ASTM. Пришлось пересматривать режимы отжига — увеличили выдержку при 1050°C до 25 минут вместо 15.
Травление — вечная дилемма. Серная кислота даёт чистую поверхность, но скрывает обезуглероживание кромки. Как-то отгрузили полосу для ленточных фильтров, а там на кромках после штамповки пошли микротрещины. Теперь всегда делаем выборочный металлографический анализ с поперечными шлифами.
Твёрдость по Бринеллю — казалось бы, элементарно. Но для 10Х17Н13М2Т после холодной деформации разброс достигает 30 единиц. Один раз почти потеряли контракт с заводом в Екатеринбурге — их ОТК замерил твёрдость на фаске, а не на теле трубы. Пришлось лететь с эталонными образцами и совместно перепроверять.
Цена ошибки
В 2021 году попробовали сэкономить на травлении прутка — использовали более дешёвый ингибитор. Результат — матовая поверхность, которую клиенты приняли за следы окалины. Пришлось возвращать 12 тонн и делать химическую полировку — убыток превысил экономию в 4 раза.
С трубной арматурой для фармацевтики ещё хуже — там микропористость проверяют ультразвуком. Одна партия крестовин не прошла из-за включений размером менее 0,1 мм — виноват оказался пережжённый ферротитан с посторонними примесями.
Сейчас для особо ответственных заказов типа энергетики мы в ООО ?Чжэцзян Бангнуо Стальные трубы? внедрили тройной контроль: ультразвук + рентген + выборочное травление. Дорого, но дешевле, чем компенсировать простой объекта.
Будущее в деталях
Сейчас экспериментируем с лазерной сваркой под слоем флюса для тонкостенных труб — пока получается снизить деформацию на 15%, но стоимость метра пока неконкурентна. Возможно, к следующему году доведём технологию до ума.
Для арматуры большого диаметра перешли на изотермический отжиг — структура стала стабильнее, но энергозатраты выросли на 8%. Приходится объяснять клиентам, почему трубы DN400 теперь дороже — не все понимают разницу между ?просто нагреть? и ?выдержать при критической точке?.
Кстати, наш сайт https://www.ruihongsteel.ru теперь выкладывает не только сертификаты, но и видео испытаний — после случая с ложными рекламациями это снизило спорные ситуации на 70%. Хотя некоторые конкуренты до сих пор считают, что мы просто ?китайские поставщики?, не понимая, что наш техотдел в Лунване работает по стандартам хуже европейских не бывает.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Дешевые производители трубок из нержавеющей стали 5.1
- Дешевые производители труб TP347H
- Высококачественная бесшовная труба из нержавеющей стали 6
- Ведущая гигиеническая труба
- Труба из никелевого сплава
- Дешевые трубы из нержавеющей стали AISI 304
- Труба из нержавеющей стали 1 2 из Китая
- Труба из нержавеющей стали SPB из Китая
- Производитель труб ГОСТ 9941 в Китае
- Производитель труб по ГОСТу в Китае





