

Ведущий поставщик сварных нержавеющих труб
Когда слышишь про 'ведущего поставщика сварных нержавеющих труб', первое что приходит в голову — это гора сертификатов и идеальные лабораторные испытания. Но на деле, в 2022 году мы столкнулись с партией труб от 'ООО Вэньчжоу Руй Хун Интернэшнл Трейд', где при кажущемся соответствии ГОСТ 11068 химический анализ показал колебания по хрому в пределах 0.3%. Клиент жаловался на пятна коррозии после полугода эксплуатации в пищевом цехе — оказалось, мы сами недосмотрели за режимом пассивации.
Что скрывается за химическим составом
Вот смотришь на сертификат для AISI 304 — вроде бы всё по нормам: 18.1% хрома, 8.2% никеля. Но когда начинаешь резать трубу для системы охлаждения молока, замечаешь неравномерность структуры шва. Мы как-то получили партию от ООО Вэньчжоу Руй Хун Интернэшнл Трейд, где вроде бы соблюдён ГОСТ 9941, но при радиографии проявились микропоры в зоне термического влияния. Пришлось возвращать 400 метров — производитель признал, что был сбой в системе газовой защиты.
Особенно критично с толщиной стенки. Для фармацевтических трубопроводов указывают 2.0 мм, но на практике где-то 1.95, где-то 2.1 получается. Недавно на объекте в Казани при монтаже системы CIP-мойки заметили — соединения подтекают. Проверили всю партию, отклонения до 8% от заявленного. Хотя в документах с завода https://www.ruihongsteel.ru всё идеально.
Запомнил на будущее: теперь всегда требую от поставщика не просто сертификаты, а полный протокол ультразвукового контроля. Особенно для ответственных участков типа теплообменников — там даже микротрещина в 0.1 мм через полгода даст течь.
Проблемы с геометрией — не всегда вина производителя
Был у нас случай на мясоперерабатывающем заводе под Москвой — заказали трубы 57х2 мм для рассольных систем. Привезли, вроде овальность в пределах допуска, но при сварке стык не схватывается. Стали разбираться — оказалось, складские условия подвели: трубы хранились под навесом, днём на солнце прогревались до +50, ночью остывали. После трёх таких циклов появились микродеформации.
Кстати, про сварные нержавеющие трубы — многие забывают про остаточные напряжения после правки. Мы как-то получили партию от Чжэцзян Бангнуо, где при вальцовке явно пережали — при отжиге не до конца сняли напряжения. В результате после полугода работы в ликёро-водочном цехе пошли трещины по линии шва.
Сейчас всегда проверяю не только сам товар, но и условия транспортировки. Особенно зимой — если трубы везут в открытом контейнере из Китая, при разгрузке в -25°C и сразу в тёплый цех — гарантированно получим конденсат внутри. Потом хоть как пассивируй, точки коррозии появятся.
Сложности с подбором марок стали
Для химических производств часто берут AISI 316L, но недавно убедились — для сред с хлоридами лучше 904L. На целлюлозном заводе в Архангельске поставили трубы из 316-й стали, через четыре месяца пошли рыжие потёки. Оказалось, в технологической воде содержание хлоридов было выше расчётного — не учли сезонные колебания.
У ООО Вэньчжоу Руй Хун Интернэшнл Трейд есть интересное предложение по трубам из стали 444 — для теплообменников с морской водой пробовали. Но там своя специфика по сварке — нужен особый режим нагрева, иначе теряется коррозионная стойкость.
Сейчас для пищевых производств всё чаще берём AISI 304 с электрохимической полировкой. Хотя это дороже, но для молочных трубопроводов — единственный вариант чтобы избежать бактериальных плёнок. Проверяли на йогуртовом заводе — после полутора лет эксплуатации внутренняя поверхность как новая.
Нюансы контроля качества на месте
Мы выработали свою систему приёмки — не просто сверяем маркировку, а выборочно режем каждую десятую трубу. Смотрим не только на шов, но и на зону термического влияния — там часто бывают обезуглероженные участки. Особенно важно для труб под давление.
Однажды на нефтебазе заказали трубы для перекачки светлых нефтепродуктов — вроде бы всё по стандарту. Но при гидроиспытаниях лопнули два участка. Стали анализировать — оказалось, при производстве использовали неправильный газ для плазменной резки, появились карбидные прослойки.
Сейчас всегда просим поставщиков типа ООО Вэньчжоу Руй Хун Интернэшнл Трейд предоставлять не только сертификаты, но и фотоотчёты по ключевым этапам производства. Особенно интересно смотреть на процесс травления — если остаются полосы, значит контроль кислотной ванны был недостаточным.
Практические аспекты монтажа
Многие проблемы возникают не на производстве, а при монтаже. Как-то наблюдал, как сварщики варили трубы для пивоварни — использовали обычную проволоку вместо специальной для нержавейки. Результат — через месяц по швам пошла коррозия. Пришлось переделывать всю систему.
Для пищевых производств критично качество зачистки швов. Мы обычно используем щётки из нержавеющей стали, но недавно перешли на электрохимические методы — дороже, но зато никаких частиц железа не остаётся.
Интересный опыт был с трубами от Чжэцзян Бангнуо — они поставляют трубы с уже нанесённой защитной плёнкой. Но мы заметили, что при температуре ниже -10°C плёнка отстаёт, приходится дополнительно фиксировать. Мелочь, но без неё при транспортировке появляются царапины.
Выводы которые стоило бы сделать раньше
Сейчас понимаешь, что ведущий поставщик сварных нержавеющих труб — это не тот, у кого самые красивые сертификаты, а тот, кто может оперативно решать проблемы. Как та же ООО Вэньчжоу Руй Хун — когда у нас возникли вопросы по термообработке, их технолог прилетел на объект за три дня.
Важно смотреть не только на цену за метр, но и на полный цикл — от производства до доставки. Иногда кажется, что сэкономил 5%, а потом тратишь 20% на исправление косяков.
Сейчас для критичных объектов всегда запрашиваю пробную партию — 20-30 метров, тестирую в реальных условиях. Особенно важно для химических производств — там бывают такие нюансы, которые в лаборатории не воспроизведёшь.
Соответствующая продукция
Соответствующая продукция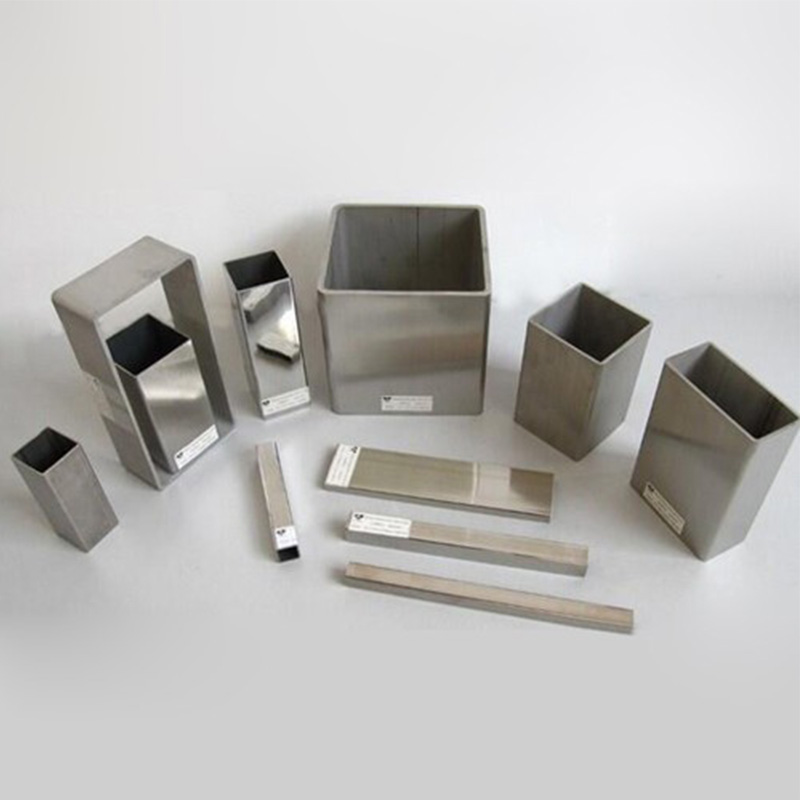








Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Дешевые Купить ГОСТ 9941 81 бесшовная труба из нержавеющей стали
- гост труба нержавеющая бесшовная 12х18н10т
- Превосходные клапаны
- Китайский ГОСТ 12х18н10т бесшовные нержавеющие трубы и трубки
- Дешевые коррозионно-стойкие сплавы
- Ведущий производитель круглых труб из нержавеющей стали
- Ведущий поставщик клапанов
- Дешевые производители бесшовных труб из нержавеющей стали
- Отличный производитель 10Х17Н13М2Т
- Отличная труба из нержавеющей стали 12х18н10т





